基本信息
粉末冶金軸承可在較長時間内不需要添加潤滑油。
粉末冶金軸承孔隙率愈高,儲油愈多,但孔隙愈多,其強度愈低。
這類軸承常處于混合潤滑狀态,有時也能形成薄膜潤滑,常用于補充潤滑油困難和輕載荷與低速的情況。
根據不同的工作條件,選用不同含油率的粉末冶金軸承。含油率大時,可在無補充潤滑油和低載荷下應用;含油率小時,可在重載荷和高速度下應用;含石墨的粉末冶金軸承,因石墨本身有潤滑性,可提高軸承的安全性,其缺點是強度較低;在無腐蝕的情況下,可考慮選用價廉、強度較高的鐵基粉末冶金軸承,但相配合的軸頸硬度應适當提高
常出現問題
1、瓦面腐蝕:光譜分析發現有色金屬元素濃度異常;鐵譜中出現了許多有色金屬成分的亞微米級磨損顆粒;潤滑油水分超标、酸值超标。
2、軸頸表面拉傷:鐵譜中有鐵系切削磨粒或黑色氧化物顆粒,金屬表面存在回火色。
3、軸頸表面腐蝕:光譜分析發現鐵元素濃度異常,鐵譜中有許多鐵成分的亞微米顆粒,潤滑油水分超标或酸值超标。
4、表面拉傷:鐵譜中發現有切削磨粒,磨粒成分為有色金屬。
5、瓦背微動磨損:光譜分析發現鐵濃度異常,鐵譜中有許多鐵成分亞微米磨損顆粒,潤滑油水分及酸值異常。
特點
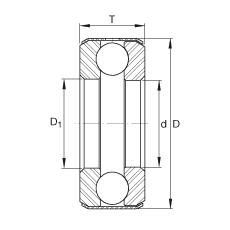
粉末冶金軸承
粉末冶金含油軸承(含油軸承)是一類孔隙中含浸有潤滑油的多孔性合金制品。當軸旋轉時,因軸與含油軸承之間的摩擦使含油軸承的溫度升高和泵吸作用。潤滑油含滲出于含滲出于含油軸承之内徑或外徑的摩擦表面,當軸停止轉動時。潤滑油又回流于含油軸承内部。因此,潤滑油的消耗量是非常的小,可在不從外部供給潤滑油的情況下,長期運轉使用。非常适合于供油困難與避免潤滑油污染的場合。含油軸承大量的應用于:電機行業、汽摩行業、家電行業、數碼産品、辦公設備、電動工具、紡織機械、包裝機械等各類機械設備上。
粉末冶金含油軸承一般來說主要是用原料粉經壓制,燒結,整形,浸油等工序制造而成的。現在的機器大都是自動化程度比較高。日産量比較大,大部分産品一次就能成形,因此批量越大越好生産。而且現在用的模具少一點的話可能做幾十萬隻,多的話可能做百萬隻以上。但模具費用比較高,因此批量少的話就不好做了,而且更換模具的時間也長。
粉末冶金含油軸承一般來說一次就能成形,基本不用切削加工。成本比機加工輕,材料浪費也少,價格因此比較便宜。也符合現在提倡節約能源的國家政策,因此被認為這是一個不會落伍的技術。
粉末冶金含油軸承其基體裡已經用真空含浸的方法充滿了潤滑油,并且在運轉時由于溫升和泵吸的原因,其中的潤滑油會滲出到運轉表面,故可用于不另加潤滑油的場合。
發展
現代粉末冶金軸承材料除以鐵、青銅、高合金鋼甚至陶瓷作為基體外,還以各種金屬化合物、石墨及塑料等非金屬作為潤滑成分。以下介紹幾種用途廣和較重要的軸承材料:
1.銻一青銅軸承
三元合金Cu一Sn一Sb中,2%≤Sn≤8%和2%≤Sb≤8%(重量比)。Sn + Sb的總量應在8 %至10 %之間。用Cu—Sn 預合金粉與粒度≤40 微米的細S b粉混合。在燒結中所形成的相應符合Cu一Sn一Sb 相圖中的最大液相線。在750 ℃下燒結幾小時和在805 ℃ 下燒結1 小時會出現此種最大值。
2. 添加鋅、錢的鋁基軸承
在Al中添加Zn和Mg,燒結時形成Al一Zn一Mg 金屬間化合物。此種化合物在鋁基體中作為小的硬質體析出。
3. 鋁一矽一石墨合金
鋁合金與鐵合金相比,具有量輕且有良好的導熱性、機加工性和可成形性等優點。為了解決磨損和摩擦系數問題而研究添加元素,而這些成分的添加是用普通冶煉方法所不能達到的。
4.青銅一樹脂複合材料
表1
日本福四金屬箔和粉末公司報導,用摩擦系數低的聚四氟乙烯與60 形( 重量比) 青銅粉混合制成的軸承複合材料(表1),具有優異的耐磨性、抗壓強度。所用青銅粉末粒度小于50um。5. 鐵鎳銅一樹脂複合材料
将燒結材料在一定合金成分和加工參數下,制成具有連通孔隙和強度較高的基體,然後浸漬作為固體潤滑成分的樹脂。
以Fe一2%Ni一0.5Mo。燒結基體為例,最佳的加工參數是:成形壓力為490.8MPa ,在露點為-40 ℃的氫中以1120℃ 燒結1小時,所得燒結密度為6.65g/cm,浸漬的樹脂為尼龍11。
将Fe一2% Ni一5%Mo材料浸漬和不浸漬樹脂以及SCM485材料在500℃下離子氮化5 小時( 20 %N一H ,氣體壓力為267帕) 三種材料的磨耗進行比較:含尼龍11的磨耗量為未浸漬材料的1/4000,而且比表面硬度為HV950 的SCM43材料優異。
6. Cu一Sn一Ni軸承合金
日本研究用于磁帶錄象機、電影機械、錄音機輸帶輥用的軸承材料。
7. F e一C u一Z n軸承合金
日本研究的名為EAB材料,主要用做各種小型電機、音響用小軸承。成分如下:Fe餘量,Cu18~22%,Zn2~7%,Sn1~3%,B<0.1%。此種材料的研究目的是利用鐵基材料代替銅基材料,具有與銅基材料相等的摩擦系數和比銅基材料更優異的耐磨性。特别适合高載荷條件下使用。
8. 青銅層鐵基軸承
此種稱為EAK材料的特點是:作為鐵基材料,但外表為銅,因此防鏽性良好,與青銅軸承特性相似。
9.鑄鐵切屑粉末軸承
美國Rensselaer理工學院工程材料系等,研究用鑄鐵機械加工屑制成的粉,加工成自潤滑軸承。此種材料受到重視的原因是:① 原料豐富,估計每年鑄鐵機械加工屑的産量超過鐵基粉末冶金零件的産量;② 由于灰鑄鐵在機械加工時一般不用切削油作為潤滑劑,因此切屑不受油污染;③切屑脆而容易粉碎成粉末;④粉末退火後壓制性良好。