概念
坐标系是理科常用輔助方法。如果物體沿直線運動,為了定量描述物體的位置變化,可以以這條直線為x軸,在直線上規定原點、正方向和單位長度,建立直線坐标系。一般來說,為了定量地描述物體的位置及位置的變化,需要在參考系上建立适當的坐标系(coordinate system)。
坐标系可分為:
直線坐标系:物體在一條直線上運動,隻需建立直線坐标系。
平面直角坐标系:物體在某一平面内運動。
來源
有一天,笛卡爾(1596—1650年,法國哲學家、數學家、物理學家)生病卧床,但他頭腦一直沒有休息,在反複思考一個問題:幾何圖形是直觀的,而代數方程則比較抽象,能不能用幾何圖形來表示方程呢?這裡,關鍵是如何把組成幾何的圖形的點和滿足方程的每一組“數”挂上鈎。他就拼命琢磨。通過什麼樣的辦法、才能把“點”和“數”聯系起來。突然,他看見屋頂角上的一隻蜘蛛,拉着絲垂了下來,一會兒,蜘蛛又順着絲爬上去,在上邊左右拉絲。
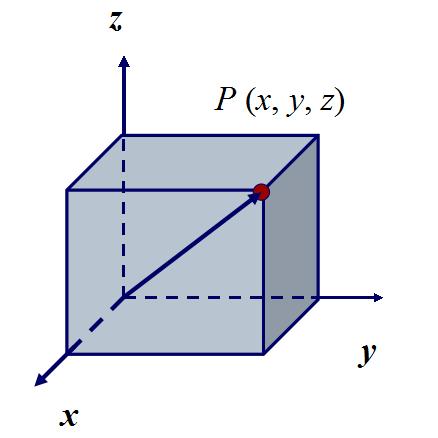
蜘蛛的“表演”,使笛卡爾思路豁然開朗。他想,可以把蜘蛛看做一個點,它在屋子裡可以上、下、左、右運動,能不能把蜘蛛的每個位置用一組數确定下來呢?他又想,屋子裡相鄰的兩面牆與地面交出了三條線,如果把地面上的牆角作為起點,把交出來的三條線作為三根數軸,那麼空間中任意一點的位置,不是都可以用這三根數軸上找到的有順序的三個數來表示嗎?反過來,任意給一組三個有順序的數,例如3.2.1,也可以用空間中的一個點 P來表示它們。同樣,用一組數(a, b)可以表示平面上的一個點,平面上的一個點也可以用一組二個有順序的數來表示。于是在蜘蛛的啟示下,笛卡爾創建了直角坐标系。
無論這個傳說的可靠性如何,有一點是可以肯定的,就是笛卡爾是個勤于思考的人。這個有趣的傳說,就象瓦特看到蒸汽沖起開水壺蓋改進了蒸汽機一樣,說明笛卡爾在創建直角坐标系的過程中,很可能是受到周圍一些事物的啟發,觸發了靈感。
直角坐标系的創建,在代數和幾何上架起了一座橋梁。它使幾何概念得以用代數的方法來描述,幾何圖形可以通過代數形式來表達,這樣便可将先進的代數方法應用于幾何學的研究。
笛卡爾在創建直角坐标系的基礎上,創造了用代數方法來研究幾何圖形的數學分支——解析幾何。他的設想是:隻要把幾何圖形看成是動點的運動軌迹,就可以把幾何圖形看成是由具有某種共同特性的點組成的。比如,我們把圓看成是一個動點對定點O作等距離運動的軌迹,也就可以把圓看作是由無數到定點O的距離相等的點組成的。我們把點看作是組成圖形的基本元素,把數看成是組成方程的基本元素,隻要把點和數挂上鈎,也就可以把幾何和代數挂上鈎。
方向确定
1.Z坐标
Z坐标的運動方向是由傳遞切削動力的主軸所決定的,即平行于主軸軸線的坐标軸即為Z坐标,Z坐标的正向為刀具離開工件的方向。
如果機床上有幾個主軸,則選一個垂直于工件裝夾平面的主軸方向為Z坐标方向;如果主軸能夠擺動,則選垂直于工件裝夾平面的方向為Z坐标方向;如果機床無主軸,則選垂直于工件裝夾平面的方向為Z坐标方向。圖所示為數控車床的Z坐标。
2.X坐标
X坐标平行于工件的裝夾平面,一般在水平面内。
如果工件做旋轉運動,則刀具離開工件的方向為X坐标的正方向;
如果刀具做旋轉運動,則分為兩種情況:
1)Z坐标水平時,觀察者沿刀具主軸向工件看時,+X運動方向指向右方;
2)Z坐标垂直時,觀察者面對刀具主軸向立柱看時,+X運動方向指向右方。
3.Y坐标
在确定X、Z坐标的正方向後,可以用根據X和Z坐标的方向,按照右手直角坐标系來确定Y坐标的方向。
圖所示為數控車床的Y坐标。
根據圖所示的數控立式銑床結構圖,試确定X、Y、Z直線坐标。
(1)Z坐标:平行于主軸,刀具離開工件的方向為正。
(2)X坐标:Z坐标垂直,且刀具旋轉,所以面對刀具主軸向立柱方向看,向右為正。
(3)Y坐标:在Z、X坐标确定後,用右手直角坐标系來确定。
應用
把圖形看成點的運動軌迹,這個想法很重要!它從指導思想上,改變了傳統的幾何方法。笛卡爾根據自己的這個想法,在《幾何學》中,最早為運動着的點建立坐标,開創了幾何和代數挂鈎的解析幾何。在解析幾何中,動點的坐标就成了變數,這是數學第一次引進變數。
恩格斯高度評價笛卡爾的工作,他說:“數學中的轉折點是笛卡爾的變數。有了變數,運動進入了數學,有了變數,辯證法進入了數學。”
坐标方法在日常生活中用得很多。例如象棋、國際象棋中棋子的定位;電影院、劇院、體育館的看台、火車車廂的座位及高層建築的房間編号等都用到坐标的概念。
随着同學們知識的不斷增加,坐标方法的應用會更加廣泛。
數控
數控機床的加工是由程序控制完成的,所以坐标系的确定與使用非常重要。根據ISO841标準,數控機床坐标系用右手笛卡兒坐标系作為标準确定。數控車床平行于主軸方向即縱向為Z軸,垂直于主軸方向即橫向為X軸,刀具遠離工件方向為正向。
數控車床有三個坐标系即機械坐标系、編程坐标系和工件坐标系。
1.機械坐标系的原點是生産廠家在制造機床時的固定坐标系原點,也稱機械零點。它是在機床裝配、調試時已經确定下來的,是機床加工的基準點。在使用中機械坐标系是由參考點來确定的,機床系統啟動後,進行返回參考點操作,機械坐标系就建立了。坐标系一經建立,隻要不切斷電源,坐标系就不會變化。
2.編程坐标系是編程序時使用的坐标系,一般把我們把Z軸與工件軸線重合,X軸放在工件端面上。工件坐标系是機床進行加工時使用的坐标系,它應該與編程坐标系一緻。能否讓編程坐标系與工坐标系一緻,是操作的關鍵。
在使用中我們發現,FANUC系統與航天數控系統的機械坐标系确定基本相同,都是在系統啟動後回參考點确定。 工件坐标系
3.工件坐标系( Workpiece Coordinate System )固定于工件上的笛卡爾坐标系,是編程人員在編制程序時用來确定刀具和程序起點的,該坐标系的原點可使用人員根據具體情況确定,但坐标軸的方向應與機床坐标系一緻并且與之有确定的尺寸關系。
機床
1.機床相對運動的規定
工件相對靜止,而刀具運動。在機床上,始終認為工件靜止,而刀具是運動的。這樣編程人員在不考慮機床上工件與刀具具體運動的情況下,就可以依據零件圖樣,确定機床的加工過程。
2.機床坐标系的規定
在數控機床上,機床的動作是由數控裝置來控制的,為了确定數控機床上的成形運動和輔助運動,必須先确定機床上運動的位移和運動的方向,這就需要通過坐标系來實現,這個坐标系被稱之為機床坐标系。
例如銑床上,有機床的縱向運動、橫向運動以及垂向運動,如圖所示。在數控加工中就應該用機床坐标系來描述,如圖所示。請按圖中按鈕觀察機床坐标系的相互關系。
标準機床坐标系中X、Y、Z坐标軸的相互關系用右手笛卡爾直角坐标系決定:1)伸出右手的大拇指、食指和中指,并互為90度。則大拇指代表X坐标,食指代表Y坐标,中指代表Z坐标。
2)大拇指的指向為X坐标的正方向,食指的指向為Y坐标的正方向,中指的指向為Z坐标的正方向。
3)圍繞X、Y、Z坐标旋轉的旋轉坐标分别用A、B、C表示,根據右手螺旋定則,大拇指的指向為X、Y、Z坐标中任意一軸的正向,則其餘四指的旋轉方向即為旋轉坐标A、B、C的正向。
請按圖中按鈕觀察機床運動的方向
(3)運動方向的規定
增大刀具與工件距離的方向即為各坐标軸的正方向。
編程
編程坐标系編程人員根據零件圖樣及加工工藝等建立的坐标系。
編程坐标系一般供編程使用,确定編程坐标系時不必考慮工件毛坯在機床上的實際裝夾位置。如圖所示。
編程原點是根據加工零件圖樣及加工工藝要求選定的編程坐标系的原點。
編程原點應盡量選擇在零件的設計基準或工藝基準上,編程坐标系中各軸的方向應該與所使用的數控機床相應的坐标軸方向一緻,如圖所示為車削零件的編程原點。
加工
1.加工坐标系的确定
加工坐标系是指以确定的加工原點為基準所建立的坐标系。
加工原點也稱為程序原點,是指零件被裝夾好後,相應的編程原點在機床坐标系中的位置。
在加工過程中,數控機床是按照工件裝夾好後所确定的加工原點位置和程序要求進行加工的。編程人員在編制程序時,隻要根據零件圖樣就可以選定編程原點、建立編程坐标系、計算坐标數值,而不必考慮工件毛坯裝夾的實際位置。
對于加工人員來說,則應在裝夾工件、調試程序時,将編程原點轉換為加工原點,并确定加工原點的位置,在數控系統中給予設定(即給出原點設定值),設定加工坐标系後就可根據刀具當前位置,确定刀具起始點的坐标值。在加工時,工件各尺寸的坐标值都是相對于加工原點而言的,這樣數控機床才能按照準确的加工坐标系位置開始加工。圖中O2為編程原點。
2.加工坐标系的設定
方法一:在機床坐标系中直接設定加工原點。
(1)加工坐标系的選擇
編程原點設置在工件軸心線與工件底端面的交點上。
設工作台工作面尺寸為800mm×320mm,若工件裝夾在接近工作台中間處,則确定了加工坐标系的位置,其加工原點03就在距機床原點O1為X3.Y3.Z3處。并且X3=-345.700mm, Y3=-196.22mm, Z3=-53.165mm。
(2)設定加工坐标系指令
1)G54~G59為設定加工坐标系指令。G54對應一号工件坐标系,其餘以此類推。可在MDI 方式的參數設置頁面中,設定加工坐标系。如對已選定的加工原點O3,将其坐标值
X3= -345.700mm
Y3= -196.220mm
Z3=-53.165mm
2)G54~G59在加工程序中出現時,即選擇了相應的加工坐标系。
方法二:通過刀具起始點來設定加工坐标系。
(1)加工坐标系的選擇
加工坐标系的原點可設定在相對于刀具起始點的某一符合加工要求的空間點上。
應注意的是,當機床開機回參考點之後,無論刀具運動到哪一點,數控系統對其位置都是已知的。也就是說,刀具起始點是一個已知點。
(2)設定加工坐标系指令
G92為設定加工坐标系指令。在程序中出現G92程序段時,即通過刀具當前所在位置即刀具起始點來設定加工坐标系。G92指令的編程格式:G92 X a Y b Z c
該程序段運行後,就根據刀具起始點設定了加工原點,如圖所示。
從圖中可看出,用G92設置加工坐标系,也可看作是:在加工坐标系中,确定刀具起始點的坐标值,并将該坐标值寫入G92編程格式中。
例題:在圖中,當a=50mm,b=50mm,c=10mm時,試用G92指令設定加工坐标系。
設定程序段為 G92 X50 Y50 Z10。
機床加工
1.數控銑床(FANUC 0M)加工坐标系的設定步驟
在選擇了圖所示的被加工零件圖樣,并确定了編程原點位置後,可按以下方法進行加工坐标系設定:、
(1)準備工作
機床回參考點,确認機床坐标系;
(2)裝夾工件毛坯
通過夾具使零件定位,并使工件定位基準面與機床運動方向一緻;
(3)對刀測量
用簡易對刀法測量,方法如下:
用直徑為φ10的标準測量棒、塞尺對刀,得到測量值為X = -437.726, Y = -298.160,如圖所示。Z = -31.833。
(4)計算設定值
将前面已測得的各項數據,按設定要求運算。
X坐标設定值:X= -437.726+5+0.1+40= -392.626mm
注:如圖所示。
-437.726mm為X坐标顯示值;
+5mm為測量棒半徑值;
+0.1mm為塞尺厚度;
+40.0為編程原點到工件定位基準面在X坐标方向的距離。
Y坐标設定值:Y= -298.160+5+0.1+46.5= -246.46mm
注:如圖所示,-298.160mm為坐标顯示值;+5mm為測量棒半徑值;+0.1mm為塞尺厚度;+46.5為編程原點到工件定位基準面在Y坐标方向的距離。Z坐标設定值:Z= -31.833-0.2=-32.033mm。
注:-31.833為坐标顯示值;-0.2為塞尺厚度。
通過計算結果為:X -392.626;Y -246.460;Z -32.033
(5)設定加工坐标系
将開關放在 MDI 方式下,進入加工坐标系設定頁面。輸入數據為:
X= -392.626 Y= -246.460 Z= -32.033
表示加工原點設置在機床坐标系的X= -392.626 Y= -246.460 Z= -32.033 的位置上。
(6)校對設定值
對于初學者,在進行了加工原點的設定後,應進一步校對設定值,以保證參數的正确性。
校對工作的具體過程如下:在設定了G54加工坐标系後,再進行回機床參考點操作,其顯示值為
X +392.626
Y +246.460
Z +32.033
這說明在設定了G54加工坐标系後,機床原點在加工坐标系中的位置為:
X +392.626
Y +246.460
Z +32.033
這反過來也說明G54的設定值是正确的。
2.注意事項
(1)G54~G59設置加工坐标系的方法是一樣的,但在實際情況下,機床廠家為了用戶的不同需要,在使用中有以下區别:利用G54設置機床原點的情況下,進行回參考點操作時機床坐标值顯示為G54的設定值,且符号均為正;利用G55~G59設置加工坐标系的情況下,進行回參考點操作時機床坐标值顯示零值。
(2)G92指令與G54~G59指令都是用于設定工件加工坐标系的,但在使用中是有區别的。G92指令是通過程序來設定、選用加工坐标系的,它所設定的加工坐标系原點與當前刀具所在的位置有關,這一加工原點在機床坐标系中的位置是随當前刀具位置的不同而改變的。
(3)G54~G59指令是通過MDI在設置參數方式下設定工件加工坐标系的,一旦設定,加工原點在機床坐标系中的位置是不變的,它與刀具的當前位置無關,除非再通過MDI 方式修改。
(4)本課程所例加工坐标系的設置方法,僅是FANUC系統中常用的方法之一,其餘不一一例舉。其它數控系統的設置方法應按随機說明書執行。
3.常見錯誤
當執行程序段G92 X 10 Y 10時,常會認為是刀具在運行程序後到達X 10 Y 10 點上。其實, G92指令程序段隻是設定加工坐标系,并不産生任何動作,這時刀具已在加工坐标系中的 X10 Y10點上。
G54~G59指令程序段可以和G00、G01指令組合,如G54 G90 G01 X 10 Y10時,運動部件在選定的加工坐标系中進行移動。 程序段運行後,無論刀具當前點在哪裡,它都會移動到加工坐标系中的X 10 Y 10 點上。
類型
極坐标系
在平面内由極點、極軸和極徑組成的坐标系。在平面上取定一點O,稱為極點。從O出發引一條射線Ox,稱為極軸。再取定一個長度單位,通常規定角度取逆時針方向為正。這樣,平面上任一點P的位置就可以用線段OP的長度ρ以及從Ox到OP的角度θ來确定,有序數對(ρ,θ)就稱為P點的極坐标,記為P(ρ,θ);ρ稱為P點的極徑,θ稱為P點的極角。當限制ρ≥0,0≤θ<2π時,平面上除極點Ο以外,其他每一點都有唯一的一個極坐标。
極點的極徑為零 ,極角任意。若除去上述限制,平面上每一點都有無數多組極坐标,一般地 ,如果(ρ,θ)是一個點的極坐标 ,那麼(ρ,θ+2nπ),(-ρ,θ+(2n+1)π),都可作為它的極坐标,這裡n 是任意整數。平面上有些曲線,采用極坐标時,方程比較簡單。例如以原點為中心,r為半徑的圓的極坐标方程為ρ=r 等速螺線的極坐标方程為ρ=aθ 。此外,橢圓 、雙曲線和抛物線這3種不同的圓錐曲線,可以用一個統一的極坐标方程表示。
極坐标系到直角坐标系的轉化:
x=ρcosθ
y=ρsinθ在極坐标系與平面直角坐标系(笛卡爾坐标系)間轉換 極坐标系中的兩個坐标 r 和 θ 可以由下面的公式轉換為 直角坐标系下的坐标值
由上述二公式,可得到從直角坐标系中x 和 y 兩坐标如何計算出極坐标下的坐标
在 x = 0的情況下:若 y 為正數 θ = 90° (π/2 radians);若 y 為負,則 θ = 270° (3π/2 radians).
極坐标的方程
用極坐标系描述的曲線方程稱作極坐标方程,通常表示為r為自變量θ的函數。
圓
方程為r(θ) = 1的圓。
在極坐标系中,圓心在(r0, φ) 半徑為 a 的圓的方程為
該方程可簡化為不同的方法,以符合不同的特定情況,比如方程r(θ)=a表示一個以極點為中心半徑為a的圓。
直線
經過極點的射線由如下方程表示θ=φ
,其中φ為射線的傾斜角度,若 m為直角坐标系的射線的斜率,則有φ = arctan m。 任何不經過極點的直線都會與某條射線垂直。 這些在點 處的直線與射線θ = φ 垂直,其方程為
玫瑰線
一條方程為 r(θ) = 2 sin 4θ的玫瑰線。
極坐标的玫瑰線(polar rose)是數學曲線中非常著名的曲線,看上去像花瓣,它隻能用極坐标方程來描述,方程如下:
r(θ)=a cos kθ
r(θ)=a sin kθ
OR如果k是整數,當k是奇數時那麼曲線将會是k個花瓣,當k是偶數時曲線将是2k個花瓣。如果k為非整數,将産生圓盤(disc)狀圖形,且花瓣數也為非整數。注意:該方程不可能産生4的倍數加2(如2,6,10……)個花瓣。變量a代表玫瑰線花瓣的長度。
阿基米德螺線
方程 r(θ) = θ (0 < θ < 6π)的一條阿基米德螺線。
阿基米德螺線在極坐标裡使用以下方程表示:r(θ)=a+bθ
.改變參數a将改變螺線形狀,b控制螺線間距離,通常其為常量。阿基米德螺線有兩條螺線,一條θ > 0,另一條θ < 0。兩條螺線在極點處平滑地連接。把其中一條翻轉 90°/270°得到其鏡像,就是另一條螺線。
圓錐曲線
橢圓,展示了半正焦弦
圓錐曲線方程如下:
其中l表示半正焦弦,e表示離心率。 如果e < 1,曲線為橢圓,如果e = 1,曲線為抛物線,如果e > 1,則表示雙曲線。其中e表示離心率,p表示焦點到準線的距離。
其他曲線
由于坐标系統是基于圓環的,所以許多有關曲線的方程,極坐标要比直角坐标系(笛卡爾形式)簡單得多。
球坐标系
球坐标是一種三維坐标。分别有原點、方位角、仰角、距離構成。
設P(x,y,z)為空間内一點,則點P也可用這樣三個有次序的數r,φ,θ來确定,其中r為原點O與點P間的距離,θ為有向線段與z軸正向所夾的角,φ為從正z軸來看自x軸按逆時針方向轉到有向線段在坐标平面xoy的投影所轉過的角,這裡M為點P在xOy面上的投影。這樣的三個數r,φ,θ叫做點P的球面坐标,這裡r,φ,θ的變化範圍為
r∈[0,+∞),
φ∈[0, 2π],
θ∈[0, π] .
當r,θ或φ分别為常數時,可以表示如下特殊曲面:
r = 常數,即以原點為心的球面;
θ= 常數,即以原點為頂點、z軸為軸的圓錐面;
φ= 常數,即過z軸的半平面。
與直角坐标系的轉換:
1).球坐标系(r,θ,φ)與直角坐标系(x,y,z)的轉換關系:
x=rsinθcosφ
y=rsinθsinφ
z=rcosθ
2).反之,直角坐标系(x,y,z)與球坐标系(r,θ,φ)的轉換關系為:
φ= arctan( );
θ= arccos(z/r);
球坐标系下的微分關系:
在球坐标系中,沿基矢方向的三個線段元為:
dl(r)=dr, dl(θ)=rdθ, dl(φ)=rsinθdφ
球坐标的面元面積是:
dS=dl(θ)* dl(φ)=r^2*sinθdθdφ
體積元的體積為:
dV=dl(r)*dl(θ)*dl(φ)=r^2*sinθdrdθdφ
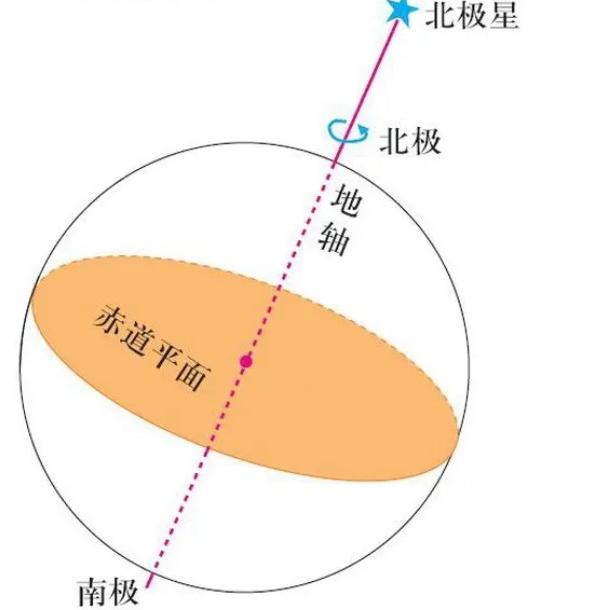
球坐标系在地理學、天文學中有着廣泛應用.在測量實踐中,球坐标中的θ角稱為被測點P(r,θ,φ)的方位角,90°-θ成為高低角。
柱坐标系
柱坐标系中的三個坐标變量是 r、φ、z。與直角坐标系相同,柱坐标系中也有一個z變量。
各變量的變化範圍是:
r∈[0,+∞),
φ∈[0, 2π],
z∈R
其中
x=rcosφ
y=rsinφ
z=z
西安北京
西安80坐标系與北京54坐标系其實是一種橢球參數的轉換作為這種轉換在同一個橢球裡的轉換都是嚴密的,而在不同的橢球之間的轉換是不嚴密,因此不存在一套轉換參數可以全國通用的,在每個地方會不一樣,因為它們是兩個不同的橢球基準。那麼,兩個橢球間的坐标轉換,一般而言比較嚴密的是用七參數布爾莎模型,即 X 平移, Y 平移, Z 平移, X 旋轉(WX), Y 旋轉(WY), Z 旋轉(WZ),尺度變化(DM )。
要求得七參數就需要在一個地區需要 3 個以上的已知點。如果區域範圍不大, 最遠點間的距離不大于 30Km( 經驗值 ) ,這可以用三參數,即 X 平移, Y 平移, Z 平移,而将 X 旋轉, Y 旋轉, Z 旋轉,尺度變化面DM視為 0 。
方法如下(MAPGIS平台中):
第一步:向地方測繪局(或其它地方)找本區域三個公共點坐标對(即54坐标x,y,z和80坐标x,y,z);第二步:将三個點的坐标對全部轉換以弧度為單位。(菜單:投影轉換/輸入單點投影轉換,計算出這三個點的弧度值并記錄下來)第三步:求公共點求操作系數(菜單:投影轉換/坐标系轉換)。如果求出轉換系數後,記錄下來。第四步:編輯坐标轉換系數。(菜單:投影轉換/編輯坐标轉換系數。)最後進行投影變換,“當前投影”輸入80坐标系參數,“目的投影”輸入54坐标系參數。進行轉換時系統會自動調用曾編輯過的坐标轉換系數。