基本概況
熱噴塗粉末(thermal spraying powders)
簡史 熱噴塗技術最早起源于1910年,由瑞士M V Schoop博士率先用氧一乙炔火焰噴槍進行金屬噴塗。發展到四五十年代,随着新噴塗設備的問世,噴塗材料也由金屬絲逐步發展為用金屬粉末,其中特别是霧化預合金粉末和包覆複合粉末的應用更為廣泛和成功。
種類 熱噴塗粉末分為自熔合金、自粘結合金、耐蝕和耐氧化合金、陶瓷、金屬陶瓷和複合粉末等。每種粉末都必須考慮其粒度組成、顆粒形狀、流動性和成分的影響。一般在熱噴塗過程中粉末的沉積率應在80%~95%之間。
自熔合金粉末 這種粉末熔點很低,可在正常大氣中被熔融或重熔而與工件表面結合成一層本質上無-孔隙的緻密層。自熔合金含有硼和矽熔劑,起“吸氣劑”的作用,防止鎳鉻基體合金氧化,并形成一種抗氧化的矽酸硼“玻璃”。硼是鎳的強化劑,又可降低鎳基合金的熔點(可低至1040~1120℃)。硼矽熔劑可顯著提高液态合金的流動性和表面張力,有利于形成緻密塗層,塗層硬度範圍為HRC30~50,其抗磨損、磨蝕性比相同硬度的鋼高20倍。自熔合金又分為鎳基、钴基、鐵基和含碳化鎢等種類粉末,幾乎均用霧化法制取。常用于需要耐磨、耐蝕薄塗層和表面精整度高的工件。
耐磨、耐蝕、耐高溫合金粉末 這是一種在以鉻與鎢合金化的钴基基體中含有共晶碳化物的合金粉末。例如各種成分的钴一鉻一鎢合金粉末。它可同時滿足耐磨、耐腐蝕和耐高溫的使用要求。但随着含碳化物重量百分數減少,其耐磨性和耐蝕性降低。這種噴塗粉末價格昂貴。現已研制出少钴或無钴的廉價替代品。
耐氧化合金粉末 耐氧化合金不能自熔,且總是以噴塗态使用。例如與316型相似的優質不鏽鋼、高鉻不鏽鋼、鎳鉻合金以及高純度球形銅粉等。它們幾乎由霧化法生産,可用于制取光亮緻密、高光潔度塗層或修複工作表面。
複合粉末 随着噴塗設備的發展,已研制出一類品種繁多、應用面廣的新型熱噴塗材料,即複合粉末。它往往以放熱性白粘結合型的粉末面世。從此,各種高熔點的金屬、合金、氧化物、碳化物及其他非金屬材料均可以進行熱噴塗。複合粉末可将各種材料進行不同的組合,由兩種或更多種不同材料相結合而成為多相非均質顆粒,按粉末結構可分為包覆型和非包覆型兩大類。前者是一種核心材料的顆粒表面完整而均勻地包覆一種或多種、一層或多層其他材料;後者則是由兩種以上的細小的材料顆粒組成的較粗的二次粉末,多采用高能球磨機械合金化方法生産。複合粉末是非均質的,但顆粒之間的成分和各種組分的分布大體上是相對均勻的。
包覆型複合粉末是一種極為良好的熱噴塗材料,具有廣闊的發展前景,按其材質、性能和用途可大體分為如下類型:(1)自結合型。該種粉末以金屬鋁、钛、锆、鉻及其合金為核心,外表包覆鎳或钴,成為鎳(钴)包鋁、包钛、包锆等自粘結合金粉末。這種複合粉末的制取方法有液相沉積法、氣相沉積法和固相熱擴散粘結法等,其中濕法生産鎳或钴包覆的複合粉末可直接從鎳或钴的生産過程中制取;氣相沉積的羰基法生産鎳包鋁粉也頗為成功。(2)耐磨損型。如以WC、TiC、BN、Cr3C2、SiC、TiN、金剛石為核心,其表面包覆金屬鎳、
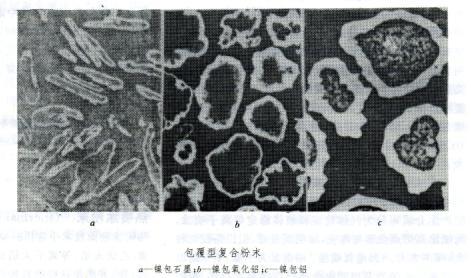
钴、銅或合金Ni—Cr—Al、Co—Cr—Al—Y等,可用于制作加工工具或耐磨塗層。(3)可密密封型。如以一種可磨耗的、相對較軟的粉末(石墨、矽藻土、氟化鈣等)為核心,表面包覆金屬,經處理或熱噴塗等加工後形成一種可磨耗的塗層或部件,達到潤滑與密封的目的。這種粉末有鎳包石墨(圖中a)、銅包石墨、鎳包矽藻土、鎳一銅一鋁包氟化鈣等。(4)耐磨蝕型。如以钛、锆、鉻、氧化鉻為核心包覆鎳、钴、銅、銀、金等複合粉末,用于耐磨蝕件的表面塗層。(5)隔熱耐熱型。如以具有良好隔熱或耐熱性能的氧化锆、氧化鋁(圖中b)和氧化钛等顆粒為核心,包覆作為粘結劑的金屬,經熱噴塗後可改善這些氧化物、礦物自身和工件基體的粘結而形成良好的隔熱、耐熱塗層,以提高工件表面的抗熱耐磨耐沖刷性。這種塗層已廣泛應用于航空發動機和宇宙飛船上。











