簡介
發展曆史
覆膜砂是由德國克洛甯博士于二次大戰期間發明的,其工藝過程是将粉狀的熱固性酚醛樹脂與原砂機械混合,加熱時固化。
後發展成用熱塑性酚醛樹脂加潛伏性固化劑(烏洛托品)和潤滑劑通過一定的覆膜工藝配制成覆膜砂,當覆膜砂受熱時包覆在砂粒表面的樹脂熔融,在烏洛托品分解出的亞甲基的作用下,熔融的樹脂由線性結構迅速轉變成不熔融的體型結構,從而使覆膜砂固化成型。
中國的覆膜砂技術始于20世紀50年代中期,60年代曾經一度停用。
進入80年代,由于汽車工業的迅速發展和機械産品出口的需要,對鑄件的質量提出了更高的要求,從而促進了覆膜砂生産和應用技術的快速發展。
1986年濟南鑄造鍛壓技術研究所首先開發出了新型覆膜砂生産技術,樹脂加入量由80年代初的6~10%下降到3~4%,接近同期國際先進水平。
90年代初期全國各地的覆膜砂廠迅速發展起來,新産品、新技術不斷湧現,到21世紀,我國覆膜砂行業的年産銷量已經達到90萬噸以上,廣泛用于汽車缸體、缸蓋、進氣歧管,各類管件、泵體等各種複雜鑄件的生産。
主要原料
覆膜砂主要采用優質精選天然石英砂為原砂,熱塑性酚醛樹脂,烏洛托品及增強劑為原料。根據用戶的不同技術需求,在固化速度、脫膜性、流動性、潰散性、鑄件表面光潔度、儲存等方面适當調整配比。是汽車、拖拉機、液壓件等最佳造型材料之一。
主要特點
1、振動清砂、高強度、低發氣、低膨脹;
2、渙散性好、鑄件表面光潔度高;
3、殼型不起層、熱穩定性好、導熱性好、流動性好,鑄件表面平整;
4、高強度、耐高溫、低膨脹、.脫模性好、抗粘砂性好;
5、殼層均勻不脫殼、固化速度快。
原輔材料
1、原砂是構成覆膜砂的主體,對原砂的要求是:耐火度高,揮發物少,顆粒自身強度高,一般選用天然矽砂,這主要是由于其儲量豐富,價格便宜,能滿足鑄造要求。
隻有特殊要求的鑄件才采用特種砂(如锆砂、鉻鐵礦、陶粒砂、磁鐵礦砂等)作為覆膜砂的原砂對矽砂的一般要求是:
A.SiO2:鑄鐵及有色鑄造用砂要求在90%以上,鑄鋼件要求在98%以上。
B.偏酸性砂優于偏堿性砂。
C.含泥量<0.3%。
D.粒度分布:宜采用3篩集中,5篩分散度。
E.粒形:盡可能選用圓整性好的矽砂,角形系數一般應小于1.3。
通常矽砂通過二級擦洗即可滿足要求,但為提高覆膜砂性能,可将矽砂酸洗或進行高溫活性處理(900-1200℃培燒)。
2、粘結劑
普遍采用熱塑性酚醛類樹脂作為粘結劑,熱塑性酚醛樹脂,對其性能要求是:
A.聚合速度(熱闆法):25-75S
B.軟化點(環球法):90-105℃
C.流動性(斜闆法):60-110mm
D.遊離酚含量(溴化法):≤4%
粘結劑的性能對覆膜砂的質量有重要影響,人們一直在緻力于研究如何提高酚醛樹脂的性能,國外已開發出不同性能的專用樹脂,如高強度低發氣樹脂、易潰散樹脂等,也有采用改性聚酯樹脂替代酚醛樹脂的報道,但未得到全面推廣,仍普遍采用改性酚醛樹脂。
中國近年來在覆膜砂專用酚醛樹脂的研究開發方面發展較快,山東化工廠、青島化工廠、濟南聖泉股份有限公司等相繼開發出了高強度酚醛樹脂,快聚速酚醛樹脂、易潰散酚醛樹脂等,但與發達國家相比,尚有一定差距。
3、固化劑、潤滑劑、添加劑
覆膜砂常規的固化劑是烏洛托品,其加入量是樹脂的5%-20%。
為滿足一些特殊要求(如防脫殼、快聚速等),一些企業開發出了特種固化劑。
潤滑劑的作用是防止結塊,并提高覆膜砂的流動性及脫模性,主要有硬脂酸鈣、硬脂酸銑铵等。潤滑劑應盡量選用熔點高的産品,以防止覆膜砂在使用過程中産生脫殼現象。
添加劑的主要作用是改善覆膜砂的性能。
廣泛使用的添加劑主要有耐高溫添加劑、易潰散添加劑、增強增韌添加劑、防粘砂添加劑和濕态添加劑等。
許多覆膜砂廠都有獨特的添加劑配方,添加劑的性能對特種覆膜砂的生産具有重要作用,是覆膜砂市場的核心競争力之一。
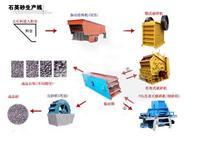
生産工藝
覆膜砂的混制方法
經曆了幹混法、冷覆膜法、溫覆膜法、熱覆膜法4個階段,覆膜砂的生産幾乎都是采用熱覆膜法。熱法覆膜工藝是先将原砂加熱到一定溫度,然後分别與樹脂、烏洛脫品水溶液和硬脂酸鈣混合攪拌,經冷卻破碎和篩分而成。
由于配方的差異,混制工藝有所不同。
國内覆膜砂生産線的種類很多,手工加料的半自動生産線約有2000~2300條,電腦控制的全自動生産線也已經有将近50條,有效提高了生産效率和産品穩定性。
主要産品
中國商品化覆膜砂的主要品種如下:
(1)普通類覆膜砂
由石英砂、熱塑性酚醛樹脂、烏洛托品和硬脂酸鈣組成,不加有關添加劑。适用于生産一般鑄鐵件。
(2)高強度低發氣類覆膜砂
是普通覆膜砂的更新換代産品,通過加入有關添加劑和采用新工藝配制而成,其強度比普通覆膜砂高30%以上,發氣量也明顯降低,适用于生産複雜精密鑄鐵件。
(3)高溫類覆膜砂
在高溫下具有強度高、耐熱時間長的特性,适用于生産汽車發動機缸體、缸蓋、集裝箱角等複雜薄壁鑄鐵件。
(4)易潰散類覆膜砂
具有較好的強度,同時具有優異的低溫潰散性能,适用于生産有色金屬鑄件。
(5)其它特殊要求覆膜砂
為适應不同産品的需要,開發出了系列特種覆膜砂如:離心鑄造用覆膜砂、激冷覆膜砂、濕态覆膜砂、防粘砂、防脈紋、防橘皮覆膜砂等。
同時2004年新近推出的快速固化覆膜砂在具有各項性能的基礎上可以将固化速度提高30-70%,有效提高生産效率,并節約能源。
産品檢測
1992年修訂的覆膜砂行業标準中規定的覆膜砂必檢指标有:常溫抗彎強度、熱态抗彎強度、灼燒減量、粒度和熔點。
可選檢測指标有:常溫抗拉強度、熱态抗拉強度、發氣量和流動性。
近10年覆膜砂的性能有了很大提高,相應增加了一些新的檢測指标:
(1)高溫抗壓強度——模拟鑄造的實際條件,測試覆膜砂芯在1000-1500℃時的抗壓強度。
(2)耐熱時間——測試覆膜砂芯在高溫下(700-1500℃)保持強度,不變形、不潰散的時間。
(3)抗脫殼性——測試覆膜砂的抗脫殼能力。
中國覆膜砂檢測方面存在的主要問題是:
(1)大多數企業的檢測手段并不完善。基本停留在檢測常溫強度、熔點、粒度和發氣量的初級階段;
(2)國産覆膜砂檢測設備精确度和穩定性不高,同一種設備在不同使用廠家的現場條件下,所檢測出覆膜砂的性能指标有時差别比較大,例如常溫抗拉強度可以相差10公斤以上,發氣量相差5毫升以上。
比較先進的覆膜砂檢測儀器包括高溫性能測試儀,發氣儀、熱态強度測試儀等。
相關資料
生産現狀
據統計中國有覆膜砂生産企業近千家,年生産能力大多在1000噸以下,年生産能力在1萬噸以上的不足10家。各廠技術水平和檢測手段差别較大,下面我們從覆膜砂的原材料、生産設備、生産工藝及檢測等方面論述覆膜砂生産的現狀。
發展方向
在覆膜砂生産領域應加強以下兩方面工作:
(1)發低污染覆膜砂,主要從以下幾方面入手:
①降低樹脂加入量及固化溫度;
②提高覆膜砂的綜合性能,尤其是高溫性能;
③加強無污染的酚醛樹脂替代品的研究。
(2)提高覆膜砂再生能力:
覆膜砂再生利用一直是廣大專家關注的課題,覆膜砂再生設備價格昂貴并且再生
效率不高,生産效率為5噸/小時的熱法再生設備價格在1200-1600萬元,再生覆膜砂的費用為65-90元/噸,這樣的高成本還不能為國内鑄造企業所普遍接受。所以開發經濟、高效的覆膜砂再生設備具有廣泛的市場前景。
國外的發展曆程
| 覆膜砂性能 | 措 施 | 效 果 |
提高抗拉強度 | 調節樹脂中的相對分子質量;加添加劑 | 覆膜砂中樹脂加入量減少20%~30% |
提高硬化速度 | 樹脂合成方法的改進;添加促硬劑 | 制殼型(芯)時間縮短20%~40% |
殼型(芯)模具溫度降低 | 樹脂合成方法及分子結合方式的改進 | 模具溫度降低約25℃ |
提高殼型、芯砂的潰散性(鋁合金) | 在樹脂合成中引入易熱分解的物質;在覆膜砂中添加潰散劑 | 減少鋁合金鑄件的熱處理(燒砂)機落砂費用 |
降低臭氣 | 使用熱固性樹脂;降低樹脂中遊離酚含量 | 操作環境改善;氣孔缺陷減少 |
展開表格