解決辦法
機器剛啟動時不動作:
1.總電源未接通 檢查外接電源,重新送電
2.控制電源未接通 用鑰匙開關打開電源或合上配電櫃内的開關
3.暫停按鈕按下 再按一下,讓它彈起
4.急停按鈕按下 放開急停按鈕
5.PLC損壞 更換
6.電源線與其他設備 重新接獨立電源
轉盤不轉:
1.變頻器燒毀,現象是無顯示 更換
2.變頻器參數設錯 重新按照要求設定
3.轉盤鍊條斷裂 調整大小鍊輪之間的距離,連接鍊條,如果是鍊條損壞則更換鍊條
4.轉盤電機本身故障 用萬用表或搖表檢測電機是否缺項或擊穿,如果現場不能維修,則更換電機
5.轉盤減速機本身故障 更換
6.旋鈕損壞,底盤不轉(E型設備)更換
7.PLC沒有輸出 更換
8.轉盤減速機與鍊輪連接不正常 換連接平鍵
轉盤需人推才能啟動:
1.變頻器緩起啟動設置的起動時間太長 重新設定
轉盤不停
2.撥碼開關損壞 檢修撥碼開關
轉盤不能緩起、緩停:
1.變頻器參數設置不對 重新設置
轉盤轉起來後有雜音:
1.地面不平 要求用戶整理或更換放置地點
2.個别托輪磨損嚴重 更換托輪
變頻器顯示過載報警 電壓不穩定 改善電源品質或調整變頻加減速時間
主動膠輥、膜架連接件(方形杆)損壞:
1.運輸中損壞 更換
2.人為撞毀 更換
膜架送膜速度不能調整:
1.直流調速盒損壞,無輸出 更換
2.個别托盤輪磨損嚴重 重換托輪
操作步驟
1.機器處于初始位置,将薄膜固定在轉盤或貨物上,按自動運行按鈕;
2.轉盤啟動開始加速運轉至最高速,薄膜随轉盤運轉自動輸出,同時轉盤計數,當到達底層設定值時膜架開始上升。
3.膜架上升至光電開關照射不到貨物時,延時設定的時間後膜架停止上升,上下次數計1次,轉盤繼續運轉,轉盤計數,當到達設定的頂層圈數時,膜架下降,下降至底部時膜架停止,上下次數下再計1次,并開始計底層圈數。
4.以此類推直至上下次數達到設定值時,包裝過程完成。轉盤緩慢降落,在初始的檢測點停止。
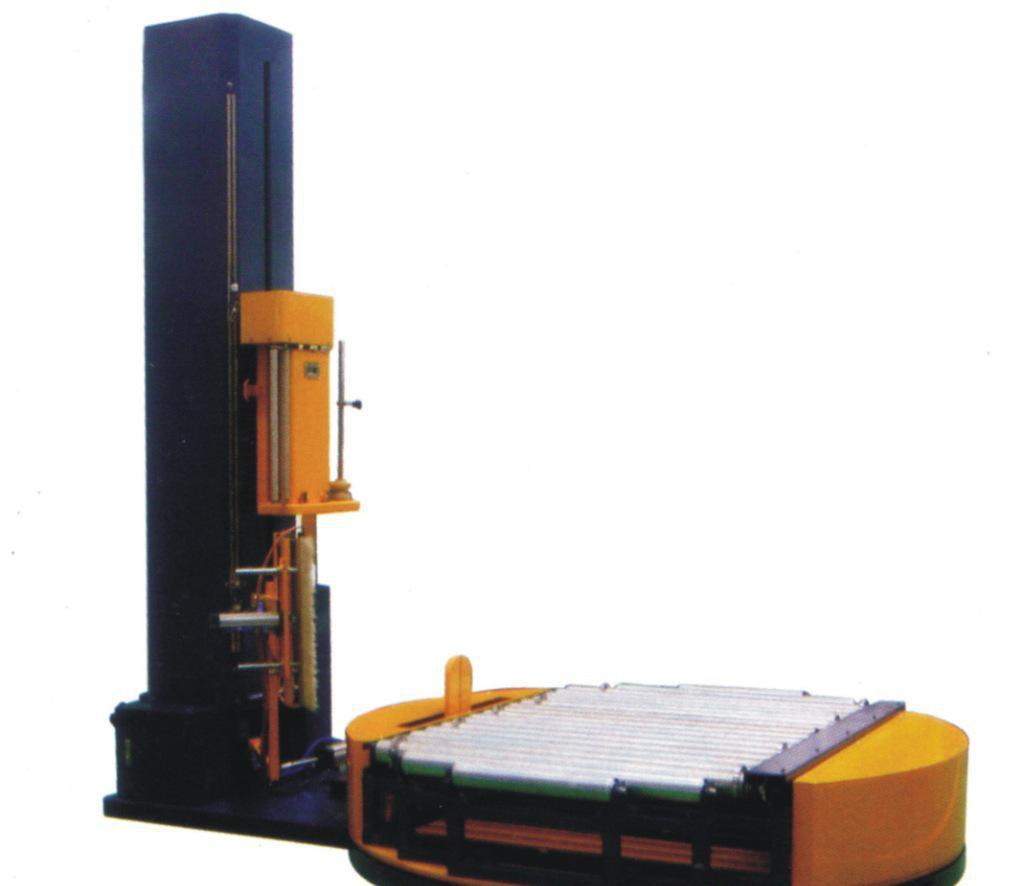
技術參數
YS-ZB-6I 膜包機功 率: 380V 50HZ 13KW氣 壓: 6公斤/平方厘米輸送速度: 18米/分包裝工件尺寸: Ø100mm(最大)包裝工作速度: 45/90件/分工作台面高度: 850mm
技術參數:
| 電 源: | 3P+N 230V/380V |
最大功率: | 5KW |
整機尺寸: | W 850mm x L 2200mm x H 1500mm |
台面高度: | 930mm |
收縮爐入口尺寸: | 450mm x 230mm |
收縮爐長度: | 700mm |
展開表格
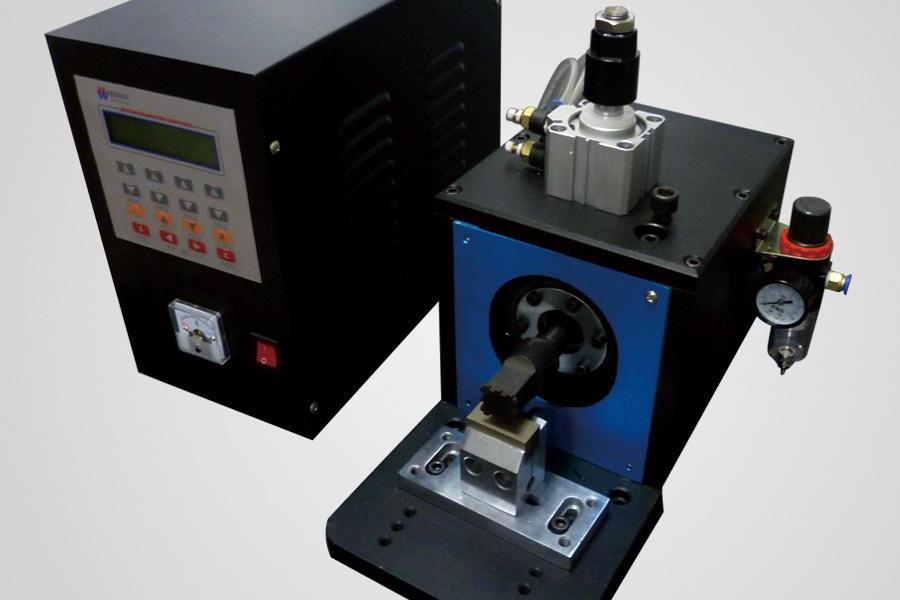
機構組成
普通的膜包機擁有同步電子齒輪、電子凸輪的伺服控制系統早已經取代繁瑣的機械凸輪機構,可以比較容易的按照設計者的要求實現運動對象之間的同步關系。膜包機的幾個運動機構就是使用了伺服電機作為驅動軸,完成了從進瓶、送紙闆到送切膜的任務。使用一台伺服電機的主驅動會作為其他幾根軸的同步對象,所有的角度相位關系也都根據主驅動電機而定。
系統的介紹硬件的組成:
控制系統
使用伺服控制系統完全能夠滿足膜包機所有電機的基本運動控制和它們之間的同步運動控制。集成了包裝過程中的邏輯控制并帶有顯示功能的人機面闆PP41,一方面可以通過參數的輸入給運動控制部分傳達命令以及運動特征參數,另一方面可以及時反饋前機器的運行狀況和報警狀态。
現場總線(CAN BUS)
CAN 總線具有強有力的錯誤檢測能力及差分驅動功能,在強噪聲十分苛刻的環境中仍運行良好,因此,在傳媒傳輸和線路設計方面,CAN 總線可以很容易的适合大多數應用場合。
通過現場總線(CAN BUS),人機面闆(PP41)和各個伺服控制器之間的通訊變得十分可靠,尤其為伺服運動控制系統中的在線修改同步特征參數提供了保證。
基本運動控制
膜包機伺服運動控制系統(ACOPOS SERVO)采用了面向對象型的控制方式。使用高級語言(Basic 或者 C),在針對一個伺服控制器創建了一個運動對象(Axis Object)後,就可以利用創建的指針完成對電機不同的運動控制。
Status =ncaction(AxisBUR->Object,ncPOS_MOVE,ncSTART); 程序1
函數 ncaction() 會執行所有對伺服電機運動控制的基本操作命令。參數1是運動控制對象的指針,參數2是動對象的控制方式,參數3是正對控制方式的動作行為。如上這個語句的意義是:讓運動對象AxisBUR->Object ,以正方向運動ncPOS_MOVE ,ncSTART啟動。
膜包機的各個電機的單獨調試與尋參、主驅動的啟停、以及分瓶電機的配合都會用到基本運動控制。這樣的控制方式目标明确,便于控制程序的寫。
同步運動控制
同步運動控制是根據一定的數學模型,一個伺服電機相對于另一個伺服電機要完成一定的運動軌迹所作的控制,也就是通常所說的電子齒輪和電子凸輪的概念。
對于ACOPOS SERVO來說,參與同步的兩台伺服電機具有主從關系。膜包機的同步運動控制一般是在位置上的同步。在CAN總線上,主軸會把當前的位置信息以一定的微小間隔時間傳送至CAN網絡上,而參與同步的從軸也會實時的取得這些信息,再實時的根據數學模型計算出當前從軸要走到位置,并且運行當前的軌迹。
工藝流程
膜包機工藝流程如下:
1、首先對機器設定好加熱時間
2、按下手動或則自動按鈕後,齒條汽缸電磁閥得電輸出推動齒輪,齒輪帶動鍊條,此時齒條汽缸後位接近開關斷開。當齒條汽缸運行到上止點時,齒條汽缸的前位接近開關導通,烘箱汽缸電磁閥得電輸出。
3、烘箱汽缸運行到上止點時,定時器啟動開始延時,齒條汽缸電磁閥斷電。
4、定時結束,烘箱汽缸電磁閥斷電。
5、膜包機依據工作方式标志位,決定是否繼續下一個工作流程。