定義
車削工件時切屑往往牢牢地粘在刀頭上,軸與軸瓦之間潤滑不良時也會産生局部焊合,摩擦焊就是從這些現象出發而發明的。
簡單的說,工件間由于劇烈摩擦會産生大量熱量,同時在壓力的作用下,工件就被焊在了一起。這個過程就被稱為摩擦焊。
它是利用工件端面相互摩擦産生的熱量使摩擦面達到塑性狀态,然後頂鍛完成焊接的方法。
分類
上述描述隻是一種直觀的認識,而實際焊接過程中,根據産熱方式的不同,可以将摩擦焊分為以下幾種:
1.軌道摩擦焊n
2.線性摩擦焊n
3.攪拌摩擦焊n
4.旋轉摩擦焊n
總而言之,摩擦焊是一種利用壓力和摩擦熱使工件連接在一起的固态連接方法。n
工作原理
摩擦焊工作原理是以機械能為能源的固相焊接,焊接過程中,工件在壓力的作用下發生機械接觸,由于工件間的轉動或相對運動會導緻摩擦熱的産生和摩擦面原子發生塑性位移,在壓力和摩擦熱的共同作用下,焊件摩擦面附近的原子被激活,使之達到塑性狀态,然後頂鍛進而發生遷移形成連接的焊接方法。
旋轉摩擦焊
旋轉摩擦焊可分為連續驅動摩擦焊和慣性摩擦焊兩種。
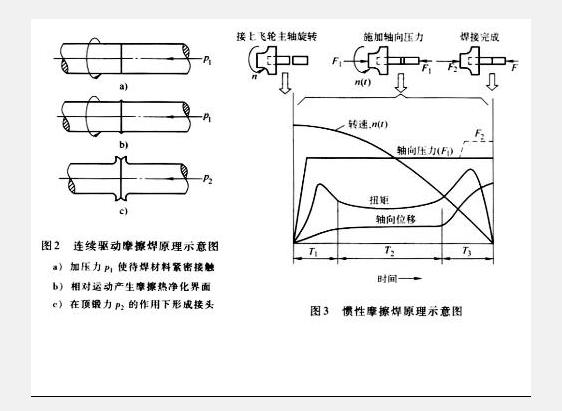
連續驅動摩擦焊
由電動機帶動一個工件旋轉,同時把另一工件壓向旋轉工件,使其接觸面相互摩擦産生熱量和一定塑性變形,然後停止旋轉,同時施加頂鍛壓力完成焊接(圖1)。焊接質量與轉速、摩擦時間、摩擦壓力、頂鍛壓力和工件頂鍛變形量有關。
慣性摩擦焊
由電動機驅動飛輪達到要求的轉速,然後把一個工件壓向夾持在飛輪軸上的轉動工件,工件間的摩擦阻力使飛輪減速,并将飛輪的動能轉換成焊接所需的熱能。
焊接質量與飛輪慣性矩、轉速和頂鍛力有關。摩擦焊所用的摩擦焊機包括驅動系統(慣性摩擦焊機還包括飛輪)和加壓裝置。全自動焊機還有上、下料裝置、去飛邊裝置和參數自動監控系統。
摩擦焊适合于焊接杆件和管件,工藝簡單、質量好,勞動條件好,生産率高,耗電量少,易于機械化和自動化。摩擦焊在工廠生産線上廣泛用于發動機燃燒室、排氣閥、軸、軸套、杆件、管子與法蘭、石油鑽杆和鑽芯的連接和變截面杆件的連接。
接頭焊後不會産生金屬間化合物。摩擦焊也常用于異種金屬焊接,如鋁與銅、鋼、鎳、鎂合金;銅與鋼、銀等。摩擦焊在鋁-銅導線過渡接頭的焊接方面應用尤廣。慣性摩擦焊也可焊接直徑為100毫米的棒材或截面積為60厘米的管件。