解决办法
机器刚启动时不动作:
1.总电源未接通 检查外接电源,重新送电
2.控制电源未接通 用钥匙开关打开电源或合上配电柜内的开关
3.暂停按钮按下 再按一下,让它弹起
4.急停按钮按下 放开急停按钮
5.PLC损坏 更换
6.电源线与其他设备 重新接独立电源
转盘不转:
1.变频器烧毁,现象是无显示 更换
2.变频器参数设错 重新按照要求设定
3.转盘链条断裂 调整大小链轮之间的距离,连接链条,如果是链条损坏则更换链条
4.转盘电机本身故障 用万用表或摇表检测电机是否缺项或击穿,如果现场不能维修,则更换电机
5.转盘减速机本身故障 更换
6.旋钮损坏,底盘不转(E型设备)更换
7.PLC没有输出 更换
8.转盘减速机与链轮连接不正常 换连接平键
转盘需人推才能启动:
1.变频器缓起启动设置的起动时间太长 重新设定
转盘不停
2.拨码开关损坏 检修拨码开关
转盘不能缓起、缓停:
1.变频器参数设置不对 重新设置
转盘转起来后有杂音:
1.地面不平 要求用户整理或更换放置地点
2.个别托轮磨损严重 更换托轮
变频器显示过载报警 电压不稳定 改善电源品质或调整变频加减速时间
主动胶辊、膜架连接件(方形杆)损坏:
1.运输中损坏 更换
2.人为撞毁 更换
膜架送膜速度不能调整:
1.直流调速盒损坏,无输出 更换
2.个别托盘轮磨损严重 重换托轮
操作步骤
1.机器处于初始位置,将薄膜固定在转盘或货物上,按自动运行按钮;
2.转盘启动开始加速运转至最高速,薄膜随转盘运转自动输出,同时转盘计数,当到达底层设定值时膜架开始上升。
3.膜架上升至光电开关照射不到货物时,延时设定的时间后膜架停止上升,上下次数计1次,转盘继续运转,转盘计数,当到达设定的顶层圈数时,膜架下降,下降至底部时膜架停止,上下次数下再计1次,并开始计底层圈数。
4.以此类推直至上下次数达到设定值时,包装过程完成。转盘缓慢降落,在初始的检测点停止。
技术参数
YS-ZB-6I 膜包机功 率: 380V 50HZ 13KW气 压: 6公斤/平方厘米输送速度: 18米/分包装工件尺寸: Ø100mm(最大)包装工作速度: 45/90件/分工作台面高度: 850mm
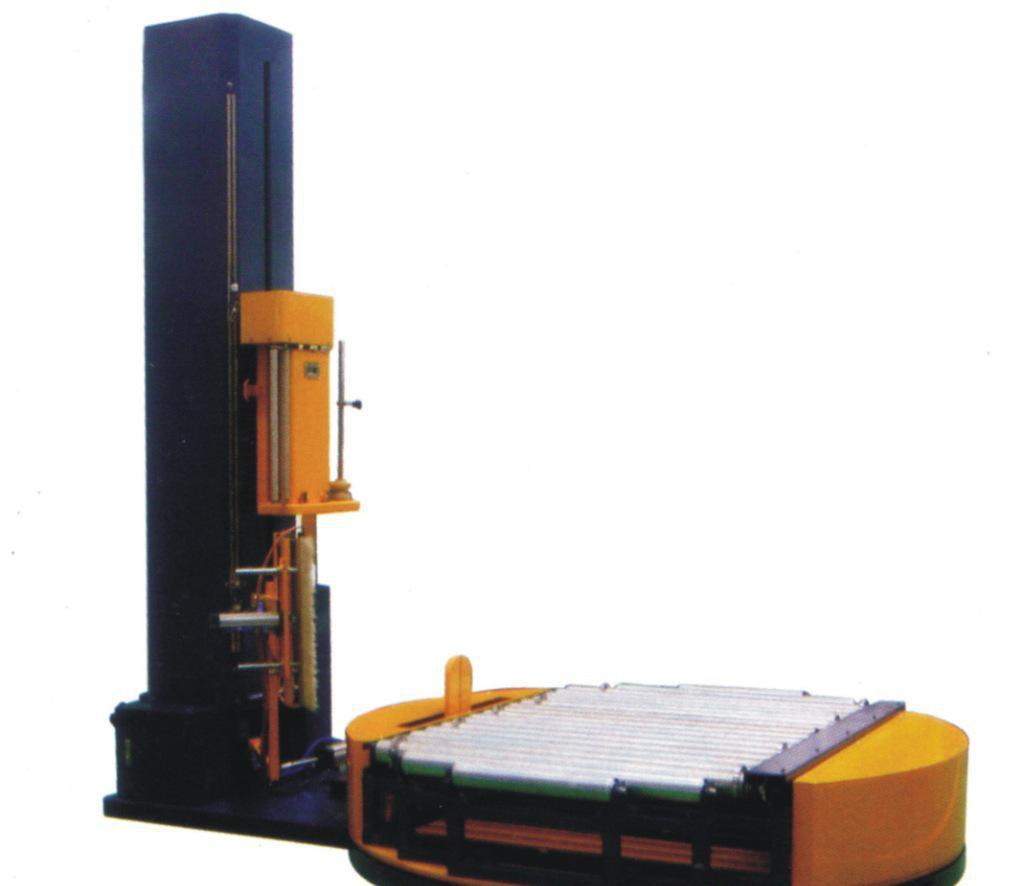
技术参数:
| 电 源: | 3P+N 230V/380V |
最大功率: | 5KW |
整机尺寸: | W 850mm x L 2200mm x H 1500mm |
台面高度: | 930mm |
收缩炉入口尺寸: | 450mm x 230mm |
收缩炉长度: | 700mm |
展开表格
机构组成
普通的膜包机拥有同步电子齿轮、电子凸轮的伺服控制系统早已经取代繁琐的机械凸轮机构,可以比较容易的按照设计者的要求实现运动对象之间的同步关系。膜包机的几个运动机构就是使用了伺服电机作为驱动轴,完成了从进瓶、送纸板到送切膜的任务。使用一台伺服电机的主驱动会作为其他几根轴的同步对象,所有的角度相位关系也都根据主驱动电机而定。
系统的介绍硬件的组成:
控制系统
使用伺服控制系统完全能够满足膜包机所有电机的基本运动控制和它们之间的同步运动控制。集成了包装过程中的逻辑控制并带有显示功能的人机面板PP41,一方面可以通过参数的输入给运动控制部分传达命令以及运动特征参数,另一方面可以及时反馈前机器的运行状况和报警状态。
现场总线(CAN BUS)
CAN 总线具有强有力的错误检测能力及差分驱动功能,在强噪声十分苛刻的环境中仍运行良好,因此,在传媒传输和线路设计方面,CAN 总线可以很容易的适合大多数应用场合。
通过现场总线(CAN BUS),人机面板(PP41)和各个伺服控制器之间的通讯变得十分可靠,尤其为伺服运动控制系统中的在线修改同步特征参数提供了保证。
基本运动控制
膜包机伺服运动控制系统(ACOPOS SERVO)采用了面向对象型的控制方式。使用高级语言(Basic 或者 C),在针对一个伺服控制器创建了一个运动对象(Axis Object)后,就可以利用创建的指针完成对电机不同的运动控制。
Status =ncaction(AxisBUR->Object,ncPOS_MOVE,ncSTART); 程序1
函数 ncaction() 会执行所有对伺服电机运动控制的基本操作命令。参数1是运动控制对象的指针,参数2是动对象的控制方式,参数3是正对控制方式的动作行为。如上这个语句的意义是:让运动对象AxisBUR->Object ,以正方向运动ncPOS_MOVE ,ncSTART启动。
膜包机的各个电机的单独调试与寻参、主驱动的启停、以及分瓶电机的配合都会用到基本运动控制。这样的控制方式目标明确,便于控制程序的写。
同步运动控制
同步运动控制是根据一定的数学模型,一个伺服电机相对于另一个伺服电机要完成一定的运动轨迹所作的控制,也就是通常所说的电子齿轮和电子凸轮的概念。
对于ACOPOS SERVO来说,参与同步的两台伺服电机具有主从关系。膜包机的同步运动控制一般是在位置上的同步。在CAN总线上,主轴会把当前的位置信息以一定的微小间隔时间传送至CAN网络上,而参与同步的从轴也会实时的取得这些信息,再实时的根据数学模型计算出当前从轴要走到位置,并且运行当前的轨迹。
工艺流程
膜包机工艺流程如下:
1、首先对机器设定好加热时间
2、按下手动或则自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、定时结束,烘箱汽缸电磁阀断电。
5、膜包机依据工作方式标志位,决定是否继续下一个工作流程。