工作原理
粉煤灰球磨机在加气混凝土原料制备中最重要的设备就是粉煤灰球磨机,它广泛用于石灰,石膏,砂石,矿渣等物料的粉磨。物料只有经过粉磨并到要求细度后才能进行充分混合相互作用,才能使制品达到强度,粉磨是加气混凝土生产中的重要程序,粉磨过程耗电量大,粉煤灰球磨机一般是加气混凝土工厂中电机容量最大的设备。
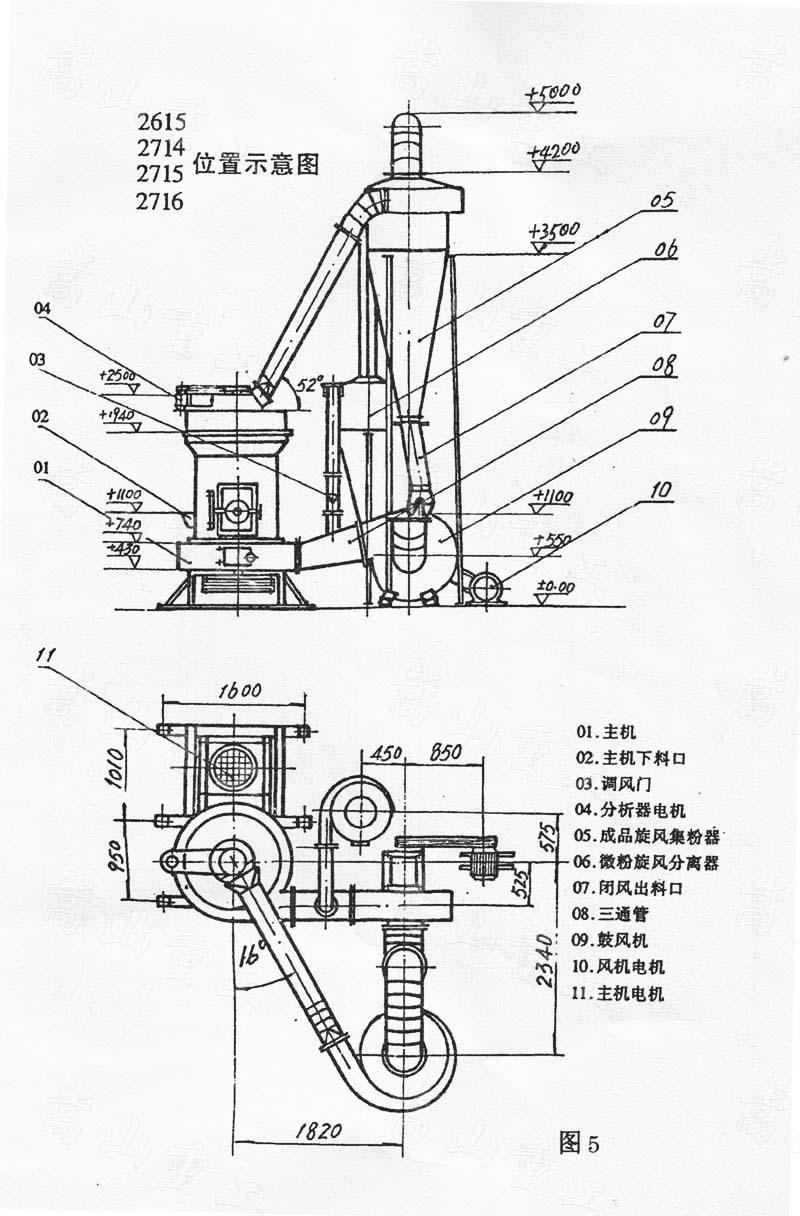
粉煤灰球磨机是由水平的简体,进出料空心轴及磨头等部分组成,简体为长的圆筒,筒内装有研磨体,筒体为钢板制造,有钢制衬板与简体固定,研磨体一般为钢制圆球,并按不同直径和一定比例装入筒中,研磨体也可用钢段,根据研磨物料的粒度加以选择,物料由磨机进料端空心轴装入筒体内,当粉煤灰球磨机简体转动时候,研磨体由于惯性和离心力作用,摩擦力的作用,使它帖附近筒体衬板上被筒体带走,当被带到一定的高度时候,由于其本身的重力作用而被抛落,下落的研磨体像抛射体一样将筒体内的物料给击碎。
物料由进料装置经入料中空轴螺旋均匀地进入磨机第一仓,该仓内有阶梯衬板或波纹衬板,内装不同规格钢球,筒体转动产生离心力将钢球带到一定高度后落下,对物料产生重击和研磨作用。物料在第一仓达到粗磨后,经单层隔仓板进入第二仓,该仓内镶有平衬板,内有钢球,将物料进一步研磨。粉状物通过卸料箅板排出,完成粉磨作业。筒体在回转的过程中,研磨体也有滑落现象,在滑落过程中给物料以研磨作用,为了有效的利用研磨作用,对物料粒度教大的一般二十目磨细时候,把磨体筒体用隔仓板分隔为二段,即成为双仓,物料进入第一仓时候被钢球击碎,物料进入第二仓时候,钢端对物料进行研磨,磨细合格的物料从出料端空心轴排出,对进料颗粒小的物料进行磨细时候,如砂二号矿渣,粗粉煤灰,磨机筒体可不设隔板,成为一个单仓筒磨,研磨体积也可之用钢段。
常见故障排除
一、不出粉或出粉少产量低。
(1)锁粉器未调整好,密封不严,造成粉倒吸。
(2)铲刀磨损大,物料铲不起。
(3)风道堵塞
(4)管道漏气密封不好。
(1)检查和调整好锁粉器密封,发现漏气处应铲刀。
(2)更换新铲刀。 (3)将风道物料清理后,重新下料。 (4)密封管道。
二、成品粉子过粗,或过细。
(1)分析机叶片磨损严重,不起分级作用。
(2)风机风量不适当。
解决方法:(1)更换叶片长适当关小风机进风量解决过粗。
(2)过细应提高进口风量。
三、主机电流上升,机温上升,风机电流下降
(1)给料过量,风道被粉料堵塞,管道排气不畅,循环气流发热使之主电流,机温升高,风机电流下降。
解决方法:(1)减少进料量,清除风道积粉。
(2)开大余风管阀门,进机物料温度控制在6℃以下。
四、主机噪音大并有较大振动
(1)进料量小。铲刀磨损严重,铲不起物料,地脚螺栓松动。
(2)料硬冲击大,或无料料层
(3)磨辊磨环失圆变形严重。
解决方法:(1)调整给料量,更换新铲刀。
(2)更换进料粒度。
(3)更换磨辊、磨环。
五、风机振动
(1)风叶上积粉或磨损不平衡。
(2)地脚螺栓松动。
解决方法:(1)清除叶片积粉或更换叶片。
(2)拧紧地脚螺栓。
六、传动装置和分析机油箱发热
(1)机油粘度大油厚,螺纹泵油打不上去使上部轴承缺油。
(1)检查机油的牌号和粘度是否与要求相符。
(2)检查分析机运转方向
七、磨辊装置进粉轴承损杯。
(1)断油、或密封圈损坏。
(2)长期缺乏维修和清洗。
解决方法:
(1)按规定时间及时加油。
(2)定期清洗,更换油封
产品运转
球磨机安装完成,经检验合格,即可进行空车试运转。球磨机的试运转应由熟练的球磨机操作工负责进行,并严格遵守球磨机安全操作规程。 (一)空运转的连续运转时间不少于12-24小时,运转中发现问题应及时解决。 (二)空运转试机正常即可进行负荷试运转。负荷试运转应分阶段进行。负荷运转中应视排料情况进行喂料,避免钢球和筒体衬板不必要的磨失和损坏。 1、加入适当物料和1/3数量的钢球(最大装球量参看球磨机总图)试运转12-24小时。 2、加入至2/3数量的钢球运转24-48小时。 3、根据球磨机排料情况,合格产品的产量,参照同类选矿厂球磨机的实际装球量,确定本台球磨机的合理装球量,进行步少于72小时的试运转。 (三)上述负荷量的增加和试运转时间的长短,以大小齿轮和减速机齿轮的跑合情况(温升、噪音、齿面接触等)为依据进行确定。在齿面接触精度没有达到设计要求前,不得满负荷运转。 (四)试运转中冷却、润滑系统应工作正常。主轴承、传动轴承、减速机温度应正常。 (五)装入2/3数量的钢球试运转24-48小时后,应检查并再次拧紧全部螺栓。 (六)试运转工作要认真做好各项记录。